4+4-set-stereo-2a3
4 WATT + 4 WATT SINGLE ENDED
TRIODE STEREO AMP.
This stereo amp was made to power
horn speakers. I was able to get 4W from each SET channel.
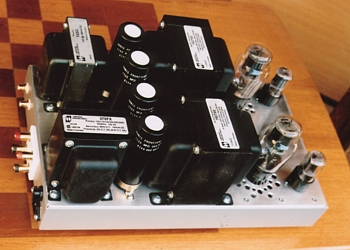
Picture 1.

The large OPT behind the 2A3 are Hammond 1627SEA OPT for 2.5k :
4,8,16 ohms.
I found they gave exemplary technical performance and the amps
gave the best 4WI have ever heard
from a small tube even with my own low sensitivity speakers of
about 88dB/W/M.
With horn loaded speakers with sensitivity at least 100dB/W/M,
there is no need for more than 4W.
The two "transformers" nearest the output terminals on left side
of picture are a Hammond choke and
Hammond power transformer for HT for B+ and 6.3V for input triode
heaters. There is another transformer
under the chassis for the 2.5Vac heaters for the 2A3s.
Picture 2.
I had a schematic which I had drawn up neatly somewhere but can't
find it now. Design your own! Nobody
would want to build my idea anyway, everyone wants their way, not
mine, even though mine is very simple.
Each channel has 1/2 a 12AU7 input triode feeding a paralleled
6SN7 driver for the 2A3 with approx 10dB
global NFB from output to 12AU7 cathode to reduce Rout from 2r5
with zero global NFB to 1r0 when using
the 8r0 output tap connection. Nothing is technically
extraordinary, but there is beautiful sound with horns or
sensitive speakers such as Tannoy dual concentrics.
Someone asked me "Don't you reckon those OPTs are a bit too big?"
"Nah, not for the big sound from the tubes...." I replied.
When in doubt, ALWAYS buy bigger iron than you need; size matters.
The chassis is made as follows :- A length of 50mm x 25mm x 3mm
wall thickness anodized aluminium
channel is mitre cut at the corners with hack saw, then filed
carefully to make mitre joins nearly invisible.
I forget overall plan size, but about 500mm long x 250mm wide.
Accuracy of the cut and joined corners
is important, and the 4 sides must be tried together while clamped
down onto a template and holding blocks
on a bench so that when all 4 sides are together, the two diagonal
measurements are each equal, within
1mm. The chassis top and bottom plates are 1.6mm thick natural
aluminium and made to sit over top and
bottoms of channels but kept back 3mm from channel edges. All
sharp exposed plate edges were filed
neatly and sanded with 400 grit paper. Top plate was kept free of
scratches while drilling holes for sockets,
ventilation holes around power tubes, bias pots, bolts etc. The chassis parts were all well held
together
with much masking tape while drilling machine screw "pilot" holes
through top and bottom plates with
3mm drill for 4mm machine screws, and at not more than about 120mm
apart. Always use too many screws,
not too few!
The tape was removed from plates only, but left around outside of
channels so the relative positions of
screw holes are not disturbed.
Pilot holes for screws were tapped for machine screws, plates were
"linished" with 600 wet and dry sand
paper using turps as lubricant, and keeping paper washed clean,
while sanding in ONE direction only.
After all holes were drilled and de-burred and or linished and
looking good, screws were all tried to check
positions. Tape around the rectangle of channel was removed, and
when I was happy there were no
horrid gaps and all looked well, the bottom plate only was
removed, and 4 lengths of 25mm x 25mm
Alum angle 40mm long were glued into each internal channel corner
using Selleys 401 industrial strength
silicone. Then the bottom plate was screwed back on using 4
screws, and chassis left to cure a day
before the next lot of work. The angles in internal corners will
hold the channels together if both top and
bottom plates are ever removed, but while the top and bottom
plates remain fixed, the chassis is strong.
You NEED the channel wall thickness to be 3mm to prevent screws
stripping threads and to give the
chassis enough strength to resist bending if dropped with heavy
transformers bolted to it.
This amount of metal work is going to challenge those who have
never done anything much with any
tools, and have no tools or workshop, and or any patience. The
above is how I did the chassis in the
pictures. It looked very neat, and just like the work of the
dedicated expert.
An easier way to make a chassis :-
Fig 1.
My customer who ordered me to make the amp placed the Hammond
trannies and 2A3s on my bench
and bribed me suitably to use them. This was the rare occasion
where I have not wound my own
OPTs and PT and choke, but it all worked out fine.
To Power amps directory.
To Index Page.